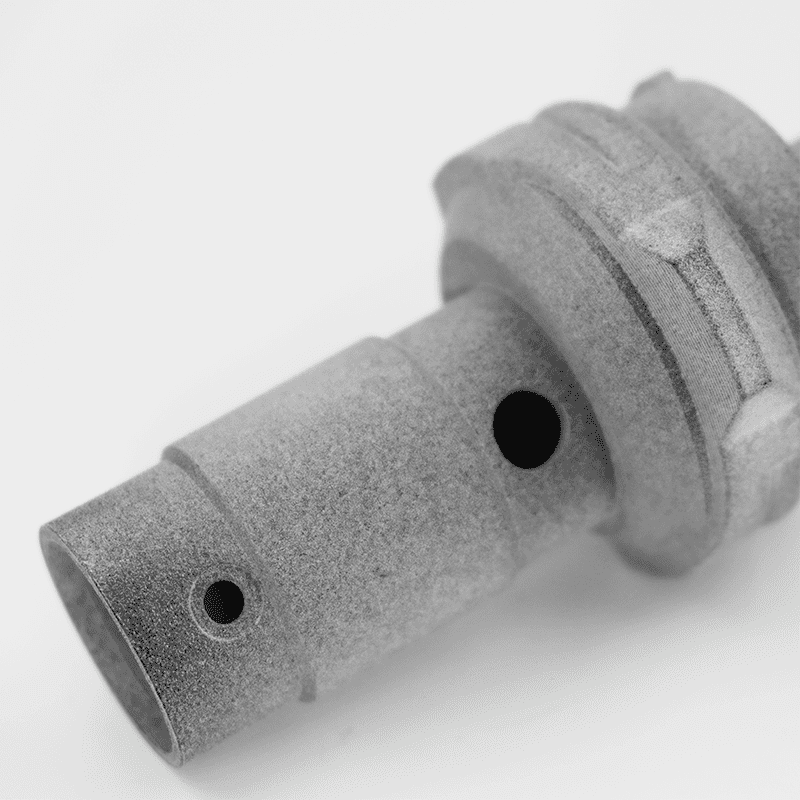


Selective Laser Sintering (SLS) is an industrial 3D printing process that is ideal for manufacturing end-use parts. In SLS, a laser selectively sinters polymer powder particles, fusing them together and building a part layer-by-layer. With some of the largest print beds, SLS machines can produce functional plastic parts with isotropic mechanical properties for detailed prototyping or low-volume production of end-use parts. SLS is a cost-efficient production method, which our customers regularly choose for the most complex parts and those requiring extensive customization.
|
Maximum build size |
Standard lead time |
Dimensional accuracy |
Layer thickness |
Minimum feature size |
|
680 x 380 x 550 mm (26.77" x 14.96" x 21.65") |
3 business days |
± 0.3% with a lower limit of ± 0.3 mm (± 0.012 in) |
100μm |
0.8 mm (0.0314”) |
SLS 3D printing uses robust powder materials that are ideal for functional prototyping and low- to-medium volume production of end-use parts.
|
Material |
Color |
Resolution |
Tensile strength |
Elongation at break |
Heat deflection temperature |
Application |
|
Nylon (PA 12) |
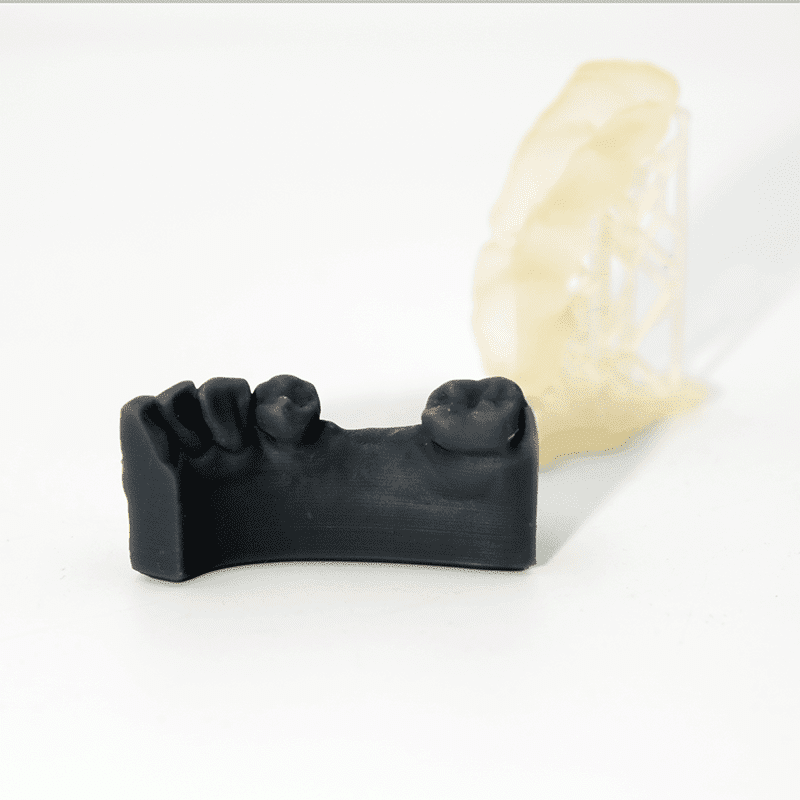
White, dyed black |
100 μm |
41-50 MPa |
11-36% |
146-180 °C |
Prototypes, detailed and complex parts, fully functional models, and end products. |
|
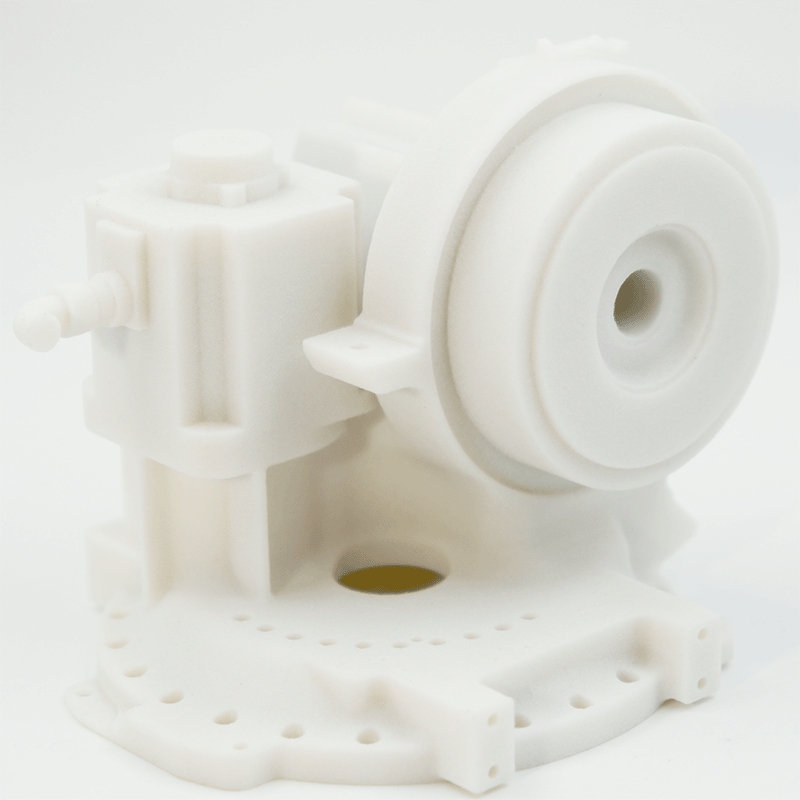
Glass-filled Nylon (PA 12) |
Off-white |
100 μm |
30-48 MPa |
6.3-9.3% |
152-179 °C |
Enclosures and housings, jigs, fixtures, tooling |
|
|
Materials |
Price |
Dimensional accuracy |
Strengths |
Build volume |
Layer thickness |
Min. feature size |
|
FDM |
2 |
$ |
± 0.5% with a lower limit on ± 0.5 mm |
Low cost, wide range of materials |
500 x 500 x 500 mm (19.68" x 19.68" x 19.68") |
100-300μm |
2.0 mm (0.0787’') |
|
Industrial FDM |
6 |
$$$ |
± 0.3% with a lower limit of ± 0.3 mm (± 0.012") |
High level of repeatability, engineering grade materials |
914 x 610 x 914 mm (35.98” x 24.01” x 35.98") |
100-330μm |
2.0 mm (0.0787”) |
|
Industrial SLA |
3 |
$ |
± 0.2% with a lower limit of ± 0.13 mm (± 0.005") |
Smooth surface finish, fine feature details, big print area |
1000 x 1000 x 600 mm (39.37" x 39.37" x 23.62") |
50-100μm |
0.5 mm (0.00196”) |
|
SLS |
2 |
$$ |
± 0.3% with a lower limit of ± 0.3 mm (± 0.012”) |
Design flexibility, supports not required |
680 x 380 x 550 mm (26.77" x 14.96" x 21.65") |
100μm |
0.8 mm (0.0314”) |
|
MJF |
5 |
$$ |
± 0.3% with a lower limit on ± 0.3 mm (0.012’') |
Design flexibility, supports not required |
380 x 285 x 380 mm (14.9" x 11.2" x 14.9" ) |
80μm |
0.5 mm (0.0196”) |
|
SLM |
3 |
$$$ |
± 0.2% with a lower limit of ± 0.2 mm (± 0.00787 in) |
Produces a variety of metal material parts with high strength and high temperature resistance |
420 × 420 × 450 mm(16.54" x16.54" x17.72" ) |
50μm |
0.8 mm(0.0314) |
This takes place within the build unit, though HP offers module units for natural cooling, so the build unit can be used for a new print without having to wait for the powder and part to cool.
Once the build unit has cooled down, move it to the processing station and vacuum the unfused powder into a container for later use.
Remove any remaining powder with bead blasting, air blasting or water blasting. You can do this manually or automatically, using a tumbler, ultrasonic cleaner or vibratory finishing machine.
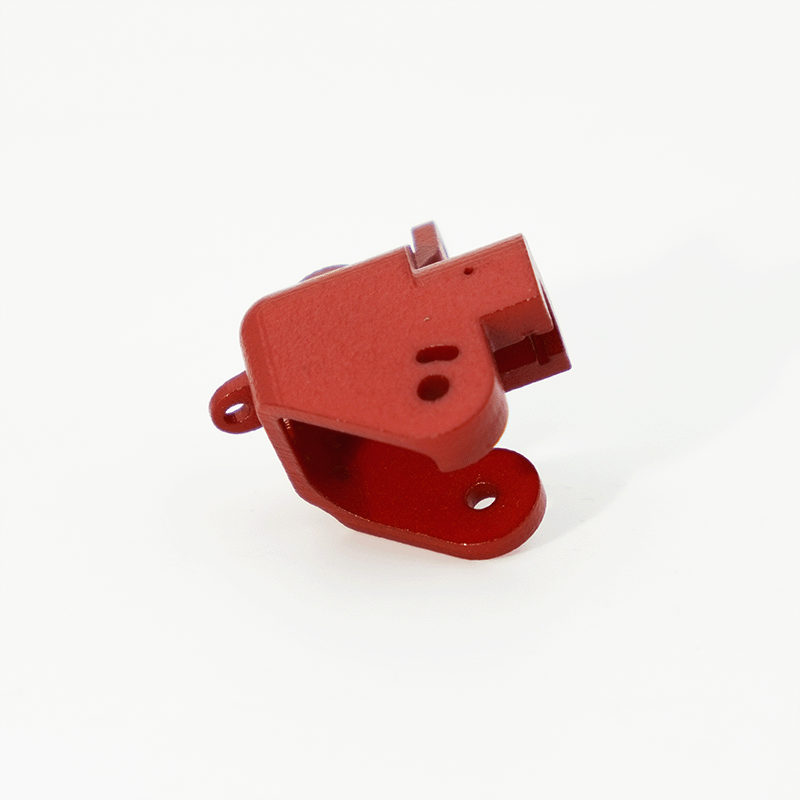
You can choose to dye your printed parts black. The dyeing temperature is about 90°C.

Copyright © 2021